Pipe Elbow
Our company provides All Kinds of Pipe Elbow
We provide Elbow products of various standards, such as American standards, European standards, German standards, and Japanese standards. The list of common standards is as follows:

lewis Liu
Sales Manager
Elbow could be ranged from direction angle, connection types, length and radius, material types.
Classified by Direction Angle
The bend angle is defined as the theoretical angle between the inlet and outlet centerlines of a pipe elbow. Its precision critically determines the hydraulic efficiency and structural integrity of piping systems. Based on flow direction requirements, elbows are manufactured at standardized angles—primarily 45°, 90°, and 180° for most industrial applications, with 30° and 60° variants serving specialized configurations.
Industry-grade elbows must comply with international standards (ASME B16.9, EN 10253) that enforce angular tolerances within ±0.5°. This stringent control is critical to maintaining hydraulic stability and leak-free sealing reliability under operational pressures.

90-Degree Elbow
The 90° elbow enables precise perpendicular flow direction changes in piping systems. Manufactured through ASME B16.9-compliant hot induction bending (for sizes >2″) or precision cold forming, it delivers optimal structural integrity for high-pressure applications. This industry-standard fitting is essential in refinery pipe racks, power plant steam lines, and API 610 pump discharge systems where space-efficient redirection is critical.
LR 90° Elbow
The LR 90° Elbow (R=1.5D) delivers smooth 90° flow redirection with 60% lower pressure drop versus SR types. Its extended curvature minimizes turbulence erosion, making it ideal for refinery transfer lines, API 610 pump connections, and high-pressure steam systems per ASME B31.1.
SR 90° Elbow
Engineered for confined spaces, the SR 90° Elbow (R=1.0D) achieves sharp directional change with 40% space reduction. This compact solution services marine engine room piping, deck drainage networks, and low-pressure utility steam lines where footprint optimization is critical.
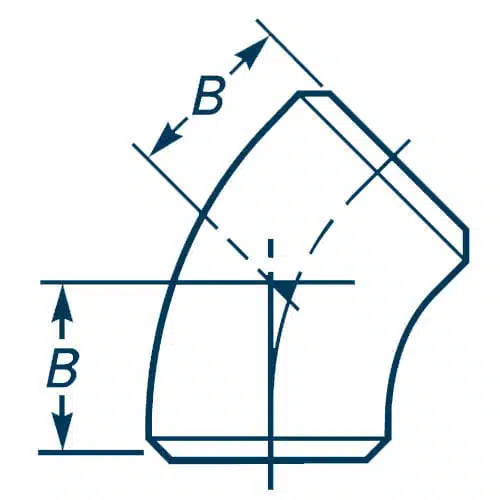
45-Degree Elbow
Engineered for gradual flow transition, the 45° elbow reduces pressure drop by 60% compared to 90° elbows using CNC mandrel-bent geometry. Its electropolished surface finish (Ra≤1.6μm) and solution annealing process meet 3-A sanitary standards. This acute-angle solution is indispensable for compressor outlet piping, pharmaceutical transfer lines, and slurry transport systems requiring minimized turbulence.
LR 45° Elbow
Providing gradual 45° transition, the LR 45° Elbow (R=1.5D) reduces flow resistance by 55-65% compared to 90° elbows. Its optimized geometry is essential for compressor discharge piping, abrasive slurry systems, and sanitary process lines requiring minimal particle deposition.
SR 45° Elbow
The SR 45° Elbow (R=1.0D) combines acute-angle redirection with space efficiency. Designed for retrofit projects, it enables HVAC branch integrations, modular skid piping, and vessel platform tie-ins where conventional elbows cannot fit.
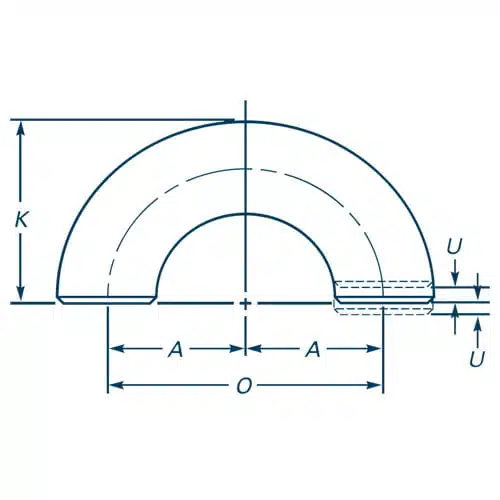
180-Degree Return Bend
This U-shaped 180° return bend achieves complete flow reversal in confined spaces. Fabricated via hot-stamp forming with full-body normalization and 100% radiographic testing (ASME Sec. V), its short-radius (1D) variant saves 40% installation space versus dual 90° elbows. Primary applications include TEMA-standard heat exchanger bundles, chemical reactor recirculation loops, and ABS-compliant marine engine rooms.
LR 180° Return Bend
Featuring a U-profile with R=1.5D curvature, the LR 180° Return Bend ensures low-turbulence flow reversal. This design dominates TEMA-type heat exchangers, chemical reactor recirculation loops, and boiler feed systems demanding minimal energy loss.
SR 180° Return Bend
The SR 180° Return Bend (R=1.0D) delivers complete flow reversal in ultra-compact layouts. Its short-radius U-configuration serves ABS-compliant ship bilge lines, tank farm transfer systems, and packaged equipment modules with severe space constraints.
Reducing Elbow
Combining directional change with pipe size transition, the reducing elbow features laser-profiled concentric/eccentric designs to prevent fluid trapping. Manufactured using spinning reduction technology per MSS SP-75, it maintains smooth bore continuity. This specialized fitting is critical for HI 9.6.7 pump suction systems, HVAC branch connections, and offshore platform risers requiring integrated diameter transition.
About Elbow Radius
Elbow radius indicates the radius of curvature. If the radius is the same as the pipe diameter, it is called a short radius elbow, also known as an SR elbow, which is usually used for low-pressure and low-speed pipelines. If the radius is larger than the pipe diameter, R ≥ 1.5 diameter, then we call it a long radius elbow (LR Elbow), which is suitable for high-pressure and high-flow pipelines.
| Parameter | Long Radius (LR) | Short Radius (SR) | Special Types |
|---|---|---|---|
| Radius Multiplier | 1.5 × NPS | 1.0 × NPS | 3D/5D: 3×/5× NPS |
| Pressure Drop | ▼ Low (12× straight pipe) | ▲ High (30× straight pipe) | ▼▼ Ultra-low (3D bend) |
| Space Requirement | ▲ Large footprint | ▼▼ 40% compact | ▲▼ Variable |
| Key Manufacturing | Hot induction bending | Hot die pressing | Segmented die bending |
| Wall Thinning (ASME) | ≤8% | ≤10% | ≤5% (FEA-optimized) |
| Critical Applications | Refinery HP lines Slurry systems | Marine engine rooms Low-pressure steam | Gas transmission (API 5L) Pump anti-cavitation (HI) |
| Cost Efficiency | Higher base cost | 25% savings vs LR | Custom pricing |
| Certification Focus | NACE MR0175 (corrosion) | ABS/NORSOK (space) | PED 2014/68/EU |
Classified by Connection Types
As per the connection mode, elbow could be classified by butt welded elbow, socket welded elbow and threaded elbow.
Butt Weld Elbows

|
Description |
Permanent connection via full-penetration groove welding between beveled pipe and elbow ends (37.5° bevel per ANSI B16.25). |
|
Features |
Homogenous metallurgical bond (strength ≥95% base material) |
|
Applications |
High-pressure hydrocarbon pipelines (ASME B31.4) | Nuclear reactor coolant lines (ASME III) | Cryogenic tanks (-196°C) |
\
90° Butt Weld Elbow specification (ASME B16.9)
| NPS | OD (mm) | Radius Type | A (mm) | R (mm) | THK – SCH40 (mm) | THK – SCH80 (mm) | THK – SCH160 (mm) | THK – XXS (mm) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | LR | 38 | 32 | 2.77 | 3.73 | 4.78 | 7.47 |
| 1/2″ | 21.3 | SR | 25 | 21 | 2.77 | 3.73 | 4.78 | 7.47 |
| 3/4″ | 26.7 | LR | 38 | 40 | 2.87 | 3.91 | 5.56 | 7.82 |
| 3/4″ | 26.7 | SR | 29 | 27 | 2.87 | 3.91 | 5.56 | 7.82 |
| 1″ | 33.4 | LR | 38 | 50 | 3.38 | 4.55 | 6.35 | 9.09 |
| 1″ | 33.4 | SR | 32 | 33 | 3.38 | 4.55 | 6.35 | 9.09 |
| 1-1/2″ | 48.3 | LR | 57 | 72 | 3.68 | 5.08 | 7.14 | 10.15 |
| 1-1/2″ | 48.3 | SR | 38 | 48 | 3.68 | 5.08 | 7.14 | 10.15 |
| 2″ | 60.3 | LR | 76 | 90 | 3.91 | 5.54 | 8.74 | 11.07 |
| 2″ | 60.3 | SR | 41 | 60 | 3.91 | 5.54 | 8.74 | 11.07 |
| 3″ | 88.9 | LR | 114 | 133 | 5.49 | 7.62 | 11.13 | 15.24 |
| 3″ | 88.9 | SR | 64 | 89 | 5.49 | 7.62 | 11.13 | 15.24 |
| 4″ | 114.3 | LR | 152 | 171 | 6.02 | 8.56 | 13.49 | 17.12 |
| 4″ | 114.3 | SR | 76 | 114 | 6.02 | 8.56 | 13.49 | 17.12 |
| 6″ | 168.3 | LR | 229 | 252 | 7.11 | 10.97 | 18.26 | 21.95 |
| 6″ | 168.3 | SR | 114 | 168 | 7.11 | 10.97 | 18.26 | 21.95 |
| 8″ | 219.1 | LR | 305 | 329 | 8.18 | 12.7 | 23.01 | 25.4 |
| 8″ | 219.1 | SR | 152 | 219 | 8.18 | 12.7 | 23.01 | 25.4 |
| 10″ | 273 | LR | 381 | 410 | 9.27 | 15.09 | 28.58 | 28.58 |
| 10″ | 273 | SR | 190 | 273 | 9.27 | 15.09 | 28.58 | 28.58 |
| 12″ | 323.8 | LR | 457 | 486 | 9.53 | 17.48 | 30.18 | 30.18 |
| 12″ | 323.8 | SR | 229 | 324 | 9.53 | 17.48 | 30.18 | 30.18 |
| 14″ | 355.6 | LR | 533 | 533 | 9.53 | 18.87 | 31.75 | 31.75 |
| 14″ | 355.6 | SR | 267 | 356 | 9.53 | 18.87 | 31.75 | 31.75 |
| 16″ | 406.4 | LR | 610 | 610 | 9.53 | 20.62 | 33.32 | 33.32 |
| 16″ | 406.4 | SR | 305 | 406 | 9.53 | 20.62 | 33.32 | 33.32 |
| 18″ | 457 | LR | 686 | 686 | 9.53 | 21.44 | 34.93 | 34.93 |
| 18″ | 457 | SR | 343 | 457 | 9.53 | 21.44 | 34.93 | 34.93 |
| 20″ | 508 | LR | 762 | 762 | 9.53 | 22.23 | 36.53 | 36.53 |
| 20″ | 508 | SR | 381 | 508 | 9.53 | 22.23 | 36.53 | 36.53 |
| 24″ | 610 | LR | 914 | 915 | 9.53 | 25.4 | 38.1 | 38.1 |
| 24″ | 610 | SR | 457 | 610 | 9.53 | 25.4 | 38.1 | 38.1 |
45° Butt Weld Elbows specification (ASME B16.9)
| NPS | OD (mm) | Radius Type | A (mm) | R (mm) | THK – SCH40 (mm) | THK – SCH80 (mm) | THK – SCH160 (mm) | THK – XXS (mm) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | LR | 16 | 32 | 2.77 | 3.73 | 4.78 | 7.47 |
| 3/4″ | 26.7 | LR | 19 | 40 | 2.87 | 3.91 | 5.56 | 7.82 |
| 1″ | 33.4 | LR | 22 | 50 | 3.38 | 4.55 | 6.35 | 9.09 |
| 1-1/2″ | 48.3 | LR | 41 | 72 | 3.68 | 5.08 | 7.14 | 10.15 |
| 2″ | 60.3 | LR | 44 | 90 | 3.91 | 5.54 | 8.74 | 11.07 |
| 3″ | 88.9 | LR | 64 | 133 | 5.49 | 7.62 | 11.13 | 15.24 |
| 4″ | 114.3 | LR | 76 | 171 | 6.02 | 8.56 | 13.49 | 17.12 |
| 6″ | 168.3 | LR | 114 | 252 | 7.11 | 10.97 | 18.26 | 21.95 |
| 8″ | 219.1 | LR | 152 | 329 | 8.18 | 12.7 | 23.01 | 25.4 |
| 10″ | 273 | LR | 191 | 410 | 9.27 | 15.09 | 28.58 | 28.58 |
| 12″ | 323.8 | LR | 229 | 486 | 9.53 | 17.48 | 30.18 | 30.18 |
| 14″ | 355.6 | LR | 267 | 533 | 9.53 | 18.87 | 31.75 | 31.75 |
| 16″ | 406.4 | LR | 305 | 610 | 9.53 | 20.62 | 33.32 | 33.32 |
| 18″ | 457 | LR | 343 | 686 | 9.53 | 21.44 | 34.93 | 34.93 |
| 20″ | 508 | LR | 381 | 762 | 9.53 | 22.23 | 36.53 | 36.53 |
| 24″ | 610 | LR | 457 | 915 | 9.53 | 25.4 | 38.1 | 38.1 |
Socket Weld Elbows

|
Description |
Pipe inserts into internal socket depression, secured by fillet welding the external collar. |
|
Features |
Axial gap allowance (1.5mm for thermal expansion) |
|
Applications |
Hydraulic instrumentation (≤DN50) | Steam tracing bundles | Chemical injection skids |
ASME B16.11 Socket Weld Elbows specification – 90° Elbows
(Units: mm | Source: ASME B16.11-2021)
| NPS | OD (mm) | Radius Type | Class 3000LB | Class 6000LB | Class 9000LB | R (mm) | Thickness (mm) |
|---|---|---|---|---|---|---|---|
| A (mm) | A (mm) | A (mm) | Min / Avg | ||||
| 1/2 | 21.9 | SR | 15.5 | 19.5 | 15.5 | 21.9 | 3.73/4.09 |
| 3/4 | 27.3 | SR | 19.5 | – | – | 27.3 | 3.91/4.27 |
| 1 | 34.0 | SR | 22.0 | – | 20.5 | 34.0 | 4.55/4.98 |
| 1½ | 48.6 | SR | 32.0 | – | – | 48.6 | 5.08/5.56 |
| 2 | 61.3 | SR | 38.0 | 41.0 | 28.5 | 61.3 | 5.54/6.04 |
| 2½ | 73.7 | SR | 44.5 | – | – | 73.7 | 7.01/7.67 |
| 3 | 89.1 | SR | 51.0 | – | – | 89.1 | 7.62/8.33 |
| 4 | 115.8 | SR | 66.5 | – | – | 115.8 | 8.56/9.35 |
- Class 3000LB: Values shown
- Class 6000LB: +28% thicker than 3000LB (e.g., NPS 1/2: Min 4.78/Avg 5.18)
- Class 9000LB: +100% thicker than 3000LB (e.g., NPS 2: Min 11.07/Avg 12.12)
45° Socket Weld Elbows specification (ASME B16.9)
*(Units: mm | Source: ASME B16.11-2021)*
| NPS | OD (mm) | Radius Type | Class 3000LB | Class 6000LB | Class 9000LB | R (mm) | Thickness (mm) |
|---|---|---|---|---|---|---|---|
| A (mm) | A (mm) | A (mm) | Min / Avg | ||||
| 1/2 | 21.9 | SR | 11.5 | 12.5 | – | 21.9 | 3.73/4.09 |
| 3/4 | 27.3 | SR | 12.5 | – | – | 27.3 | 3.91/4.27 |
| 1 | 34.0 | SR | 14.0 | – | – | 34.0 | 4.55/4.98 |
| 1½ | 48.6 | SR | 19.0 | – | – | 48.6 | 5.08/5.56 |
| 2 | 61.3 | SR | 25.0 | 29.0 | – | 61.3 | 5.54/6.04 |
| 2½ | 73.7 | SR | 32.0 | – | – | 73.7 | 7.01/7.67 |
| 3 | 89.1 | SR | 38.0 | – | – | 89.1 | 7.62/8.33 |
- 45° Elbow Limitations:
- No 9000LB class available for 45° elbows
- Max size: NPS 3 (DN80)
- A-Dimension Variance:
- 45° elbows have 30-40% shorter A-dimension vs 90° elbows
- Higher pressure classes increase A-dimension (e.g., NPS 1/2: 3000LB=11.5mm → 6000LB=12.5mm)
Threaded Elbows

|
Description |
Tapered thread engagement (NPT/NPTF) sealed with thread compound. |
|
Features |
Field-installable without welding |
|
Applications |
Fire sprinkler systems (NFPA 13) | Fuel gas piping (IFGC 402.4) | Temporary process lines |
ASME B16.11 Threaded Elbows specification – 90° Elbows
(Units: mm | Source: ASME B16.11-2021)
| NPS | OD (mm) | Radius Type | Class 2000 A (mm) | Class 3000 A (mm) | Class 6000 A (mm) | R (mm) | Thickness (mm) Min / Avg |
|---|---|---|---|---|---|---|---|
| 1/2 | 21.9 | SR | 15.5 | 15.5 | 19.5 | 21.9 | 3.73 / 4.09 |
| 3/4 | 27.3 | SR | 19.5 | 19.5 | – | 27.3 | 3.91 / 4.27 |
| 1 | 34.0 | SR | 22.0 | 22.0 | 28.0 | 34.0 | 4.55 / 4.98 |
| 1½ | 48.6 | SR | 32.0 | 32.0 | – | 48.6 | 5.08 / 5.56 |
| 2 | 61.3 | SR | 38.0 | 38.0 | 41.0 | 61.3 | 5.54 / 6.04 |
| 2½ | 73.7 | SR | 44.5 | 44.5 | – | 73.7 | 7.01 / 7.67 |
| 3 | 89.1 | SR | 51.0 | 51.0 | – | 89.1 | 7.62 / 8.33 |
| 4 | 115.8 | SR | 66.5 | 66.5 | – | 115.8 | 8.56 / 9.35 |
- Thickness Scaling:
- Class 3000LB thickness ≈ Class 2000LB
- Class 6000LB thickness: +28% vs. Class 3000LB (e.g., NPS 1/2: Min 4.78/Avg 5.18).
- Class 6000LB Availability: Limited to NPS ≤ 2″.
ASME B16.11 Threaded Elbows specification – 45° Elbows
(Units: mm | Source: ASME B16.11-2021)
| NPS | OD (mm) | Radius Type | Class 2000 A (mm) | Class 3000 A (mm) | Class 6000 A (mm) | R (mm) | Thickness (mm) Min / Avg |
|---|---|---|---|---|---|---|---|
| 1/2 | 21.9 | SR | 11.5 | 11.5 | 12.5 | 21.9 | 3.73 / 4.09 |
| 3/4 | 27.3 | SR | 12.5 | 12.5 | – | 27.3 | 3.91 / 4.27 |
| 1 | 34.0 | SR | 14.0 | 14.0 | 16.0 | 34.0 | 4.55 / 4.98 |
| 1½ | 48.6 | SR | 19.0 | 19.0 | – | 48.6 | 5.08 / 5.56 |
| 2 | 61.3 | SR | 25.0 | 25.0 | 29.0 | 61.3 | 5.54 / 6.04 |
| 2½ | 73.7 | SR | 32.0 | 32.0 | – | 73.7 | 7.01 / 7.67 |
Notes:
- Class 6000LB: Only available for NPS 1/2″, 1″, and 2″.
- A-Dimension: 45° elbows have 30-40% shorter
Avs. 90° elbows.
Classified by Connection Types
According to the valve body material, it has stainless steel, carbon steel and alloy steel elbow.
Stainless Steel Elbows
Material Characteristics: Excellent corrosion resistance, hygienic properties, and oxidation resistance. Maintains mechanical properties at high/low temperatures.
| Subtype | Standard & Grade | Key Advantages | Application Directions |
|---|---|---|---|
| Austenitic | ASTM A403 WP304/L | • 18% Cr-8% Ni composition • Cost-effective corrosion resistance • Easy fabrication | • Food processing pipelines (sanitary requirements) • Architectural water features (SCH10S thin-wall) • Weak acid chemical transport (pH 3-6) |
| Austenitic (Mo-Added) | ASTM A403 WP316/L | • 2-3% Mo addition • Superior chloride resistance • Non-magnetic properties | • Seawater cooling systems (power plants) • Pharmaceutical bioreactors (electropolished) • Coastal chemical plants |
| Duplex | ASTM A815 S31803 (2205) | • 22% Cr-5% Ni-3% Mo • 2x strength of 304SS • Stress corrosion cracking resistance | • Subsea pipeline tie-ins • Sour gas processing (H₂S >50ppm) • Desalination plant high-pressure lines |
| Super Duplex | ASTM A815 S32750 (2507) | • 25% Cr-7% Ni-4% Mo • PREN ≥42 • Extreme pitting/erosion resistance | • FGD scrubber circulation loops • Offshore topside piping • Geothermal brine systems (high chloride) |
Carbon Steel Elbows
Material Characteristics: Cost-effective, excellent weldability, and reliable mechanical strength. Limited corrosion resistance requires protective coatings.
| Subtype | Standard & Grade | Key Advantages | Application Directions |
|---|---|---|---|
| General Purpose | ASTM A234 WPB | • Yield ≥240 MPa • -29°C to 425°C service • Low carbon content (0.3% max) | • Building HVAC systems (SCH40) • Low-pressure oil pipelines (Class 150) • Fire protection water lines |
| Low-Temperature | ASTM A420 WPL6 | • Charpy impact ≥20J @ -46°C • Fine-grain structure • MSS SP-75 compliant | • LNG transfer arms (-162°C) • Cryogenic storage facilities • Arctic oil pipelines (NACE MR0175) |
| High-Strength | ASTM A860 WPHY 60/65 | • Yield ≥415-450 MPa • Fatigue resistance • Optimized for welding | • Hydraulic fracturing manifolds • Mining slurry transport (SCH160) • Bridge compressed air systems |
Alloy Steel Elbows
Material Characteristics: Enhanced high-temperature strength, creep resistance, and specialized chemical properties. Requires controlled welding procedures.
| Subtype | Standard & Grade | Key Advantages | Application Directions |
|---|---|---|---|
| Cr-Mo Alloy | ASTM A234 WP11/WP22 | • 1.25% Cr-0.5% Mo • Creep resistance ≤540°C • Hydrogen attack resistance | • Refinery catalytic reformers • Medium-temperature steam lines (300-540°C) • Hydrogen generation plants |
| High-Chromium | ASTM A234 WP91 | • 9% Cr-1% Mo-V-Nb • Creep resistance ≤650°C • ASME Sec VIII compliance | • Ultra-supercritical boilers • Nuclear reactor feedwater systems • Biomass gasification reactors |
| Nickel Alloy | ASTM B366 N06625 | • 58% Ni-22% Cr-9% Mo • Acid corrosion resistance • Oxidation resistance @ 1100°C | • Flue gas desulfurization ducts • Chemical reactor agitators • Sulfuric acid concentrators |
Material Selection Guide
| Service Condition | Recommended Material | Critical Standard |
|---|---|---|
| Seawater immersion | S32750 (2507) | ASTM A815 |
| -100°C cryogenic | WPL6 | MSS SP-75 |
| 600°C steam | WP91 | ASME B16.25 |
| H₂S sour gas (>50ppm) | S31803 (2205) | NACE MR0175 |
| High-pressure hydrogen (90MPa) | WPHY 65 | ASME B31.12 |
Design Tip: For cyclic service (e.g., pump discharge), specify seamless elbows with NDE (UT/RT) per ASME B16.9 Appendix V.
Customized Pipe Elbow Process
The following options are for you to customize. If you don’t have a design drawing, you can also consult our engineers and let us help you draw it.
size
Specified pipeline size, including pipe elbow direction angle, thickness, bolt hole diameter, bolt hole distance, etc.
Material
Using specified material suitable for pipeline engineering according to your requirements.
Shape
can be customized with pipe elbow such as Reducing Elbow.
Connection
Butt Weld Elbows, Socket Weld Elbows, Threaded Elbows, etc., which can be selected.
Special Treatment
Special treatments such as surface coatings and anti-corrosion can be made according to your needs.
The customization process for Pipe Elbow is generally as follows:
requirements
Confirmation
Communicate in detail to determine the requirements for pipe elbow size, material, pressure, connection method, etc.
Raw Material Preparation
Cut pipe to dimensions on process card using CNC cutting machines (±1mm tolerance). Remove burrs, scale, and debris from cut ends. Grind pipe ends smooth.
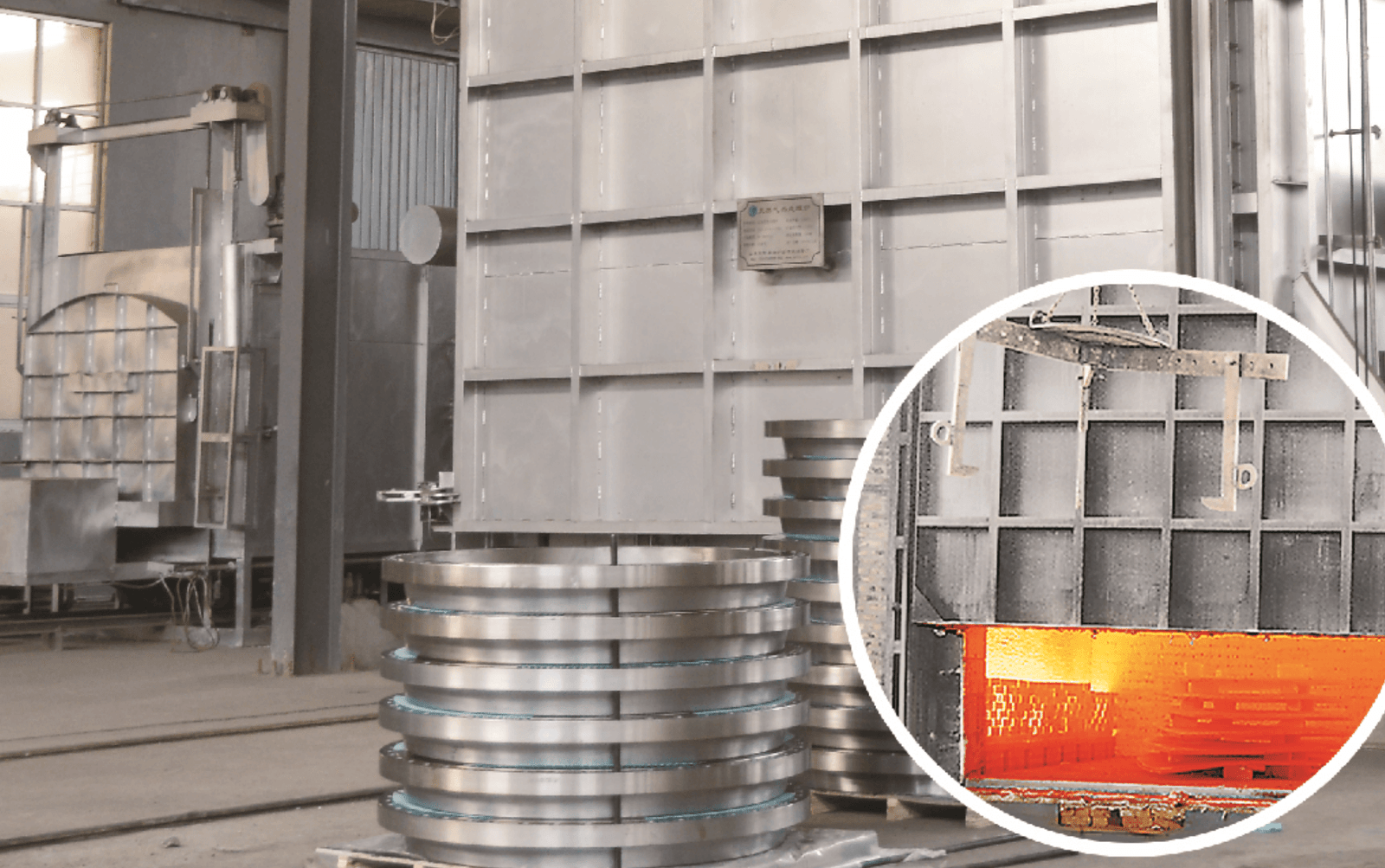
Billet Pre-Treatment
Spray internal coating lead powder graphite binder solution 0.2-0.3mm thickness dry in 120C oven for two hours
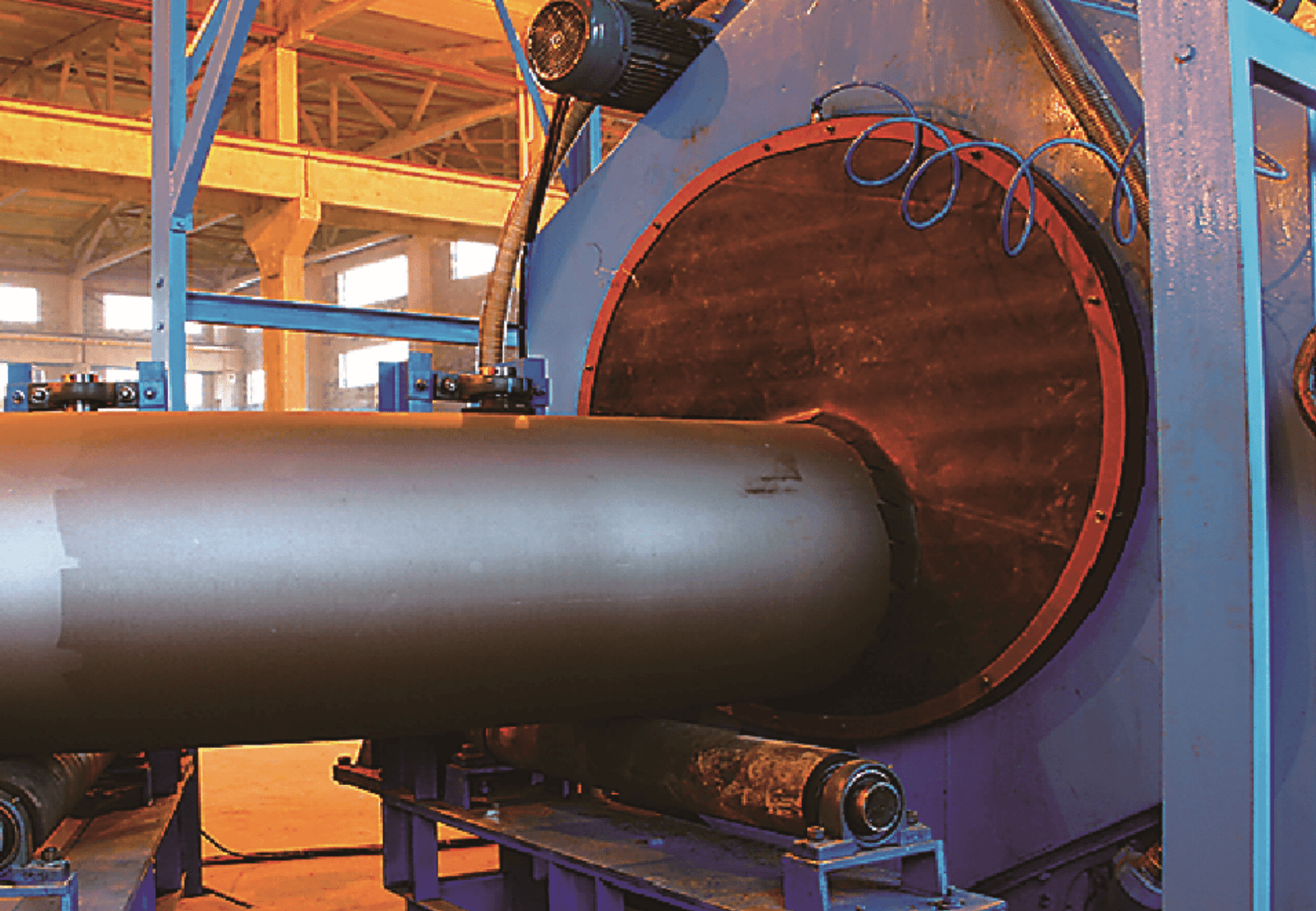
Hot Push Bending
Install mandrel die heat tube via medium-frequency induction to 750±10C hydraulic push at 50-80mms with 300-500t force
Post Forming Processing
Cool via air mist mixture control 50-80Cmin rate lathe machine ends ensure wall uniformity bevel 375±25deg
Quality Inspection
Check surface defects verify dimensions with calibrated gauges perform 100 percent MT and UT nondestructive testing
Surface Treatment
Shot blast using cast steel shot achieve SA25 cleanliness apply epoxy primer and polyurethane topcoat at specified thickness
Packaging Storage
Protect ends with plastic caps separate elbows with foam spacers include certificates store in dry ventilated warehouse
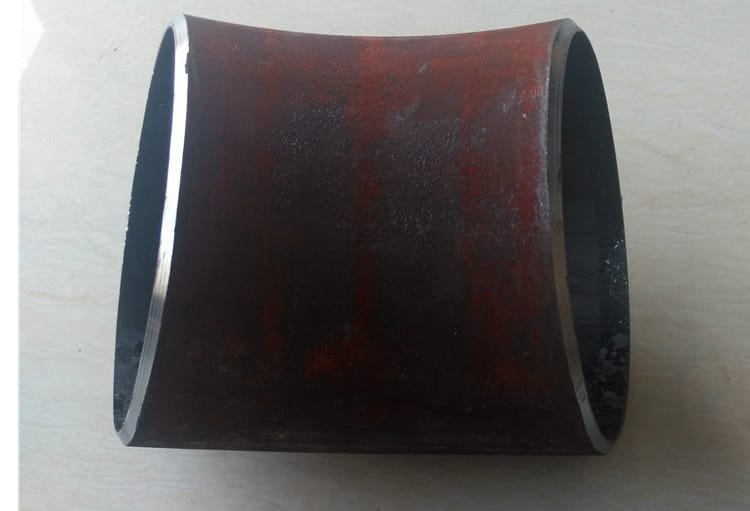
Image Gallery
Here are Pipe Elbow produced by YANHAO. You can click on the pictures to enlarge them. As a company with 25 years of Pipe Elbow production experience, YANHAO supports all types of Pipe Elbow production.
Pipe Elbow Image Gallery













FAQs About Pipe Elbow
About YANHAO

YANHAO is a China Flange Manufacturer located in Hebei Province, China. It is one of the few professional Flange suppliers in China.
We have many years of experience in flange production and have multiple flange production lines. We have sufficient stock of raw materials, rich inventory, fast delivery, and can ship within three days. At the same time, the price is affordable. You are welcome to consult and purchase!
In addition, we can provide a variety of customized flanges and pipe fittings. Customers can give drawings or samples, and our company will produce them to fit your specific requirements.
Our company was founded in 2000 and has more than 300+ employees, including 85+ middle and senior engineering and technical personnel. Our company has several production lines and covers an area of 150,000 square meters and a building area of 30,000 square meters.
300+
Number Of Workers
85+
Mid&Senior Engineers
150,000
Square Meters of Area
25+
Years of Experience












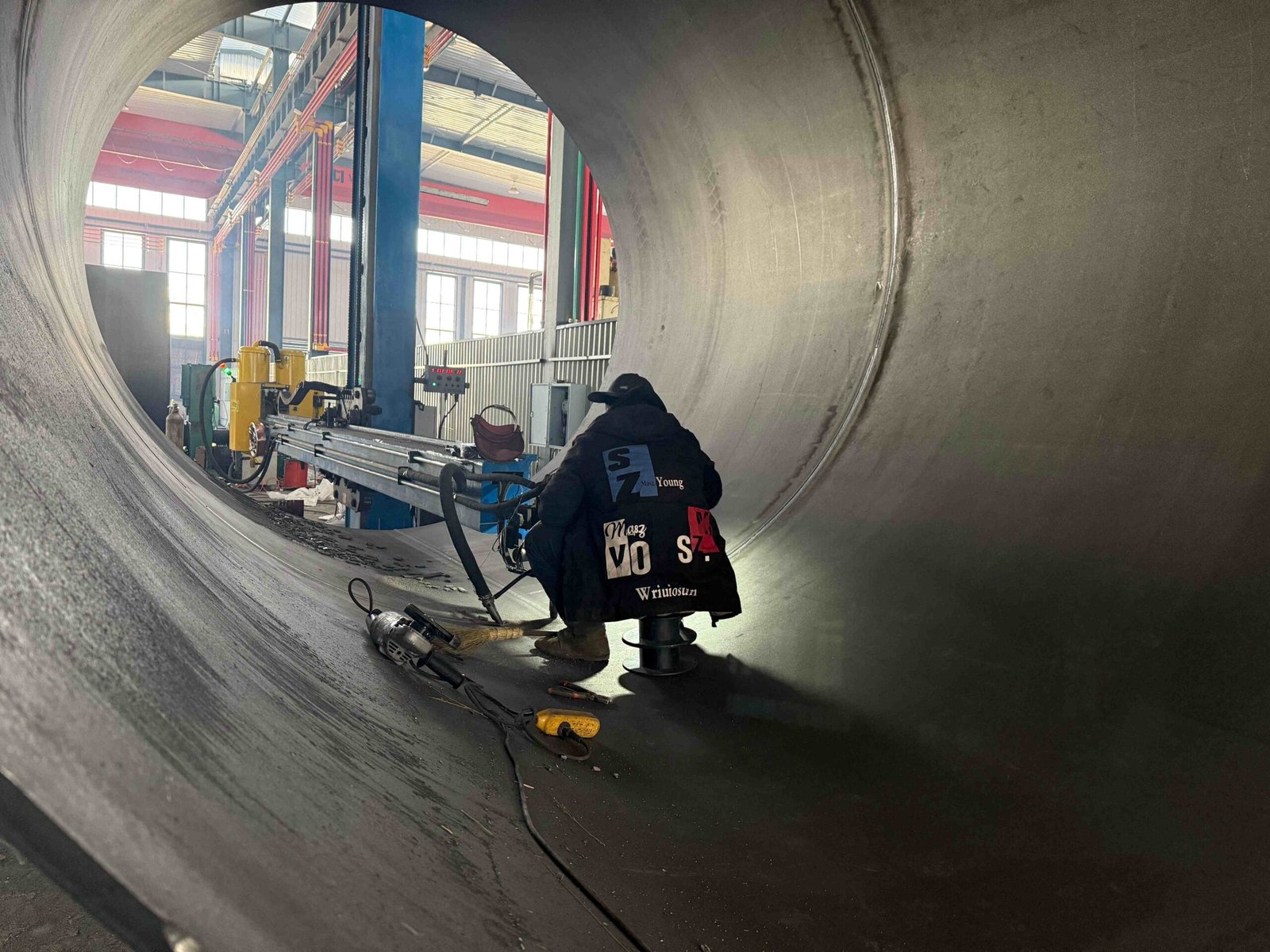







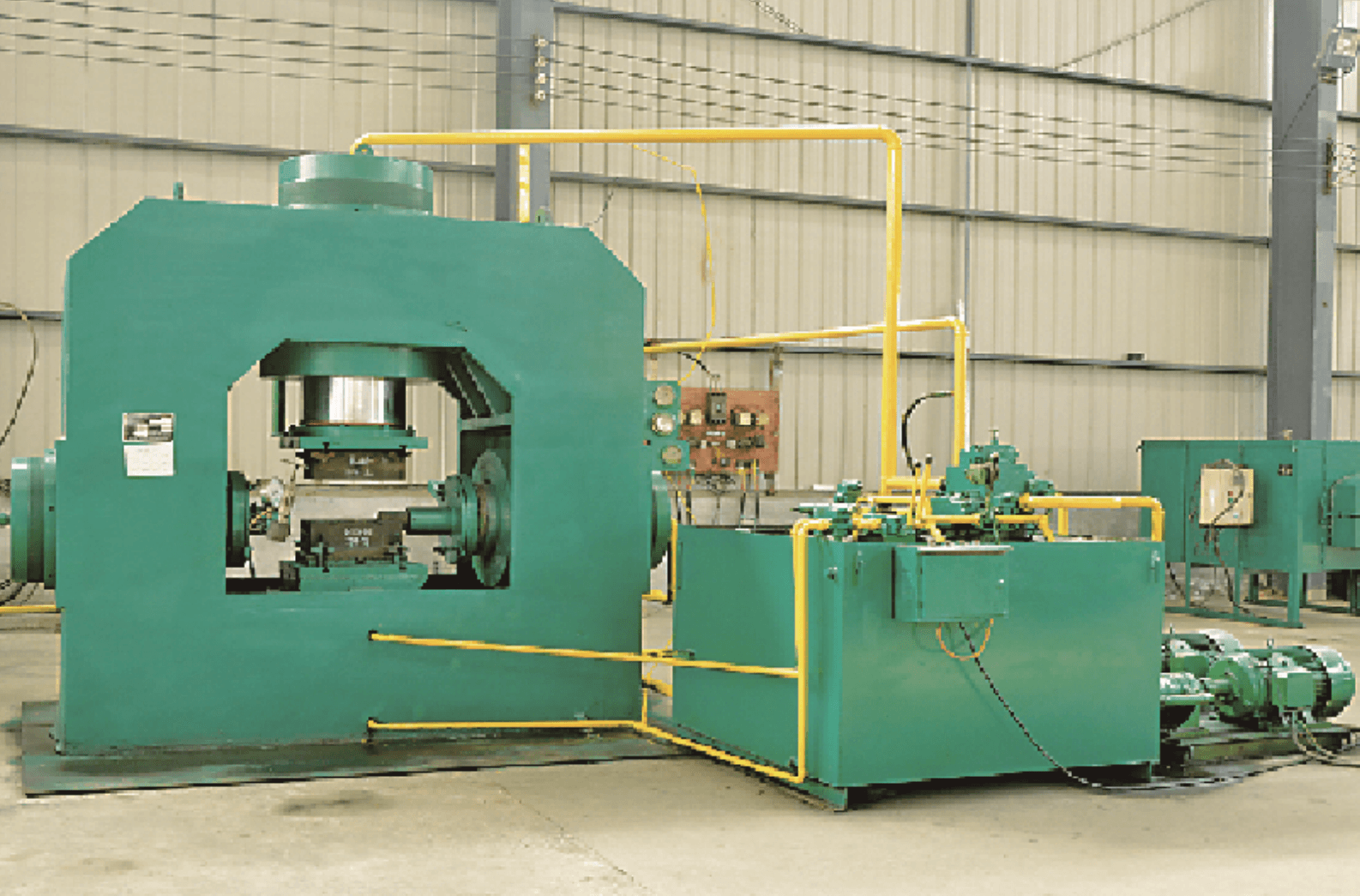
Our Production Line
Our company has 8 pipe fitting production lines and 5 flange production lines. It has a full set of medium-frequency elbow hot-pushing machines, hot-die presses for reducers, cold-extrusion hydraulic presses for tees, forging hammers, vertical lathes, drilling machines, and other process-forming and mechanical processing equipment.
Among them, the Φ1020 mm large-diameter medium-frequency hydraulic pushing machine, Φ1420 mm large-diameter medium-frequency bending machine, and Φ2438 mm 4,000-ton large hot-die press have an annual production capacity of more than 80,000 tons.
8
Pipe Fitting Production Lines
5
Flange Production Lines
80,000 tons
Annual Production Capacity





Quality Testing & Certificates
Our company is also equipped with a full set of physical and chemical testing, including spectrometer direct reading, non-destructive testing, heat treatment, water pressure testing, and other product quality testing equipment, providing a reliable guarantee for the production of high-quality products.










FAQs
Yes, we are a flange pipe fittings manufacturer located in Cangzhou, Hebei, China. Founded in 2000, we cover an area of 150,000 square meters, with a building area of 30,000 square meters. We currently have more than 300 employees and are a relatively large and powerful Chinese flange manufacturer.
The company has 8 pipe fittings production lines and 5 flange production lines. It has a full set of medium-frequency elbow hot push machines, reducer hot mold presses, tee cold extrusion hydraulic presses, forging hammers, vertical lathes, drilling machines and other processing and machining equipment. Among them, the φ1020 mm large-diameter medium-frequency hydraulic push machine, φ1420 mm large-diameter medium-frequency bending machine, and φ2438 mm 4,000-ton large-scale hot mold press have an annual production capacity of more than 80,000 tons.
For standard models, our factory has a large inventory, and the delivery time is usually only a few days. For non-standard parts, we also have a large reserve of raw materials and multiple production lines, which will save one-third of the time compared to other manufacturers and ship them to you as soon as possible.
We have our own testing system. Each batch of goods will have a corresponding product certificate and quality inspection report. At the same time, we have ISO9001 product quality certification, classification society certificate, ASNE quality certificate and other international authoritative quality certification certificates. We will never ship out unqualified products. In addition, we support customers to entrust third-party inspection companies for inspection and acceptance.
Of course, you can provide us with drawings or samples for customization, or you can ask us to design and customize your exclusive flange pipe fittings for you. Learn More>>
Our products are used in oil, gas, chemical industry, machinery, shipbuilding, aerospace, electricity, pharmaceuticals, construction engineering, water conservancy engineering, and marine engineering. Don’t worry about some special fields with high requirements. We have strong production capacity and rich production experience and can provide you with professional solutions. You can send us your working conditions and we can give you a solution for free.
Our company can provide you with samples for free, you can contact sales to request samples.
Of course, you are very welcome to visit our factory. We will also arrange meals and accommodation for you. If you have enough time, we can also take you to visit China’s famous mountains and historical sites, so that you can better understand China and our culture. It will be worthwhile and we look forward to seeing you.

Middle Eastern customers visit Yanhao pipe fittings factory
We are the source manufacturer. If you have the strength, you will get more favorable prices, faster delivery and more guarantees if you purchase directly from us. We will have professional sales staff to track customers’ orders throughout the process, update the order status in real time, and let customers know their order progress and product quality in real time.
We support payments in over 40 currencies worldwide.
We have a long-term logistics transportation company that supports sea, land and air transportation to ensure that customers receive the goods on time. At the same time, if customers have a cooperative logistics company, we will still fully cooperate with your logistics company to ensure that customers can receive the goods as soon as possible.
